- SWISCA
- Whitepaper
Whitepaper

Walzenantrieb – Whitepaper ROMIL
Die Zerkleinerung von Getreidekörnern wurde seit jeher durch Druck und Scherung vollzogen. Vor etwa 27.000 Jahren wur-
den zum ersten Mal Mahlsteine für deren Zerkleinerung verwendet. Mittels einer oszillierenden Bewegung des Mahlsteins
gegenüber einer Gegenfläche konnten die dazwischenliegenden Getreidekörner beansprucht werden.
Bei vielen nachfolgenden Entwicklungen wurde das Prinzip beibehalten, dass eine Mahlfläche ortsfest und eine relativ dazu
in Bewegung gehalten wird. Beispielsweise durch ein horizontales oder vertikales Scheibenpaar, einen Konus mit Gegen-
stück oder eine Walze mit angrenzender Gegenfläche. Dabei führt die ortsfeste Gegenfläche keine Leistung aus, da sie zwar
Kräfte aufnimmt, aber keinen Weg macht. Dies änderte sich mit der Entwicklung der Walzenvermahlung im 18. Jahrhundert.
Das Mitbewegen der bisher ortsfesten Gegenfläche brachte mehrere Vorteile. Mit der Ausführung als zwei parallele, gegen-
läufige Walzen mit ihren jeweiligen Drehzahlen konnten Druck und Scherung als maßgebende Einflussgrößen gezielt und
voneinander unabhängig vorgegeben werden. Es waren zum Beispiel eine Durchsatzsteigerung und eine erwünschte se-
lektive Vermahlung möglich. Dank vielen weiteren Parametern wurden mehrstufige, ausgeklügelte Vermahlungsprozesse
entwickelt.
Aus Sicht des Maschinenbauers ist ein Element bei der Walzenvermahlung besonders erwähnenswert: Der sogenannte
Übertrieb, das heisst die Kopplung der beiden Walzendrehzahlen. Mit der technisch einfachen Konstruktion – nämlich zwei
unterschiedlich grossen, ineinandergreifenden Stirnräder an einem Ende des Walzenpaars – ist eine geniale Lösung ge-
lungen. Bei der für Getreide-Walzenstühle typischen Konstellation muss die langsame Walze stets abgebremst werden, um
das gewünschte Drehzahlverhältnis aufrecht erhalten zu können. Bei konstantem Drehzahlverhältnis der Vermahlung, kann
diese erstaunlich hohe Bremsleistung an der langsamen Walze direkt via Stirnräder an die schnelle Walze zurückgeführt
werden.
Bei einem typischen Walzenpaar wird also die schnelle Walze durch einen Elektromotor angetrieben und diese schnelle
Walze treibt via Mahlgut im Mahlspalt die langsame Walze an. Der Übertrieb hindert die langsame Walze daran, die Dreh-
zahl der schnellen Walze zu erreichen und gibt die Bremsleistung an die schnelle zurück. Somit wird ein überragend grosser
Teil mechanischer Leistung im Kreis geführt.
Messungen zeigen, dass die Bremsleistung an der langsamen Walze sehr gross ist im Vergleich zur eingebrachten Leistung
ins Walzenpaket. Bei Glattpassagen ist diese Bremsleistung in der Regel sehr viel grösser als die Zerkleinerungsleistung.
Umso wichtiger ist es, dass diese bei hohem Wirkungsgrad an die schnelle Walze zurückgeführt wird.
Die Walzen verspannen sich aufgrund des Mahlguts und des Übertriebs. Aus den gemessenen Momenten an den Walzen
lässt sich ein Momentverhältnis bilden, das bei für Walzenstühle typischen Betriebsbedingungen in einem gewissen Be-
reich liegt. Die Einflüsse auf dieses Momentverhältnis sind komplex. Wie hoch die Bremsleistung ist, wird durch das Dreh-
zahlverhältnis und durch obiges Momentverhältnis bestimmt:
– Je kleiner die Drehzahl der langsamen Walze im Vergleich zur schnellen, desto kleiner ist die erforderliche Bremsleistung.
– Je stärker sich die Walzen gegeneinander verspannen, desto grösser ist die erforderliche Bremsleistung.
Selbstverständlich sagt obiger Sachverhalt nichts über die effektive Zerkleinerungsleistung aus, also die Leistung, die als
Differenz zwischen Antriebs- und Bremsleistung im Mahlspalt umgesetzt wird.
Druck kann im Betrieb durch einen variablen Mahlspalt auf einfache Art variiert werden. Eine im Betrieb variable Scherung
erzeugt durch ein veränderbares Drehzahlverhältnis muss hingegen teuer erkauft werden. Sei dies durch eine Rückführung
der Bremsleistung bei entsprechenden Verlusten und/oder durch einen technisch aufwändigen Maschinenaufbau. Deshalb
wurde der gewonnene Freiheitsgrad durch ein variables Drehzahlverhältnis immer sehr stiefmütterlich behandelt, für jewei-
lige Passagen optimiert und im Betrieb grösstenteils konstant belassen.
Der Vergleich der beiden Passagen zeigt, dass sich die Leistungen der Ausmahlpassage trotz kleinerer Zerkleinerungs-
leistung auf höheren Niveaus befinden als diejenigen der Schrotpassage. Dies gilt selbstverständlich sinngemäß auch für
weniger stark ausgelastete Passagen.
Variabilität vs. Wirtschaftlichkeit
Ein im Betrieb variables Drehzahlverhältnis lässt sich heutzutage am einfachsten umsetzen, in dem beide Walzen mit je
einem Motor versehen und die zugehörigen Frequenzumrichter im Zwischenkreis verbunden werden. Dieser Walzen-Einzel-
antrieb kann als Direktantrieb oder durch einen abgesetzten Motor mit Riementrieb ausgeführt sein. Da in einem solchen
System die Bremsleistung beim generatorisch betriebenen Motor der langsamen Walze aus dem System und via Motor an
der schnellen Walze wieder ins System geführt wird, muss z.B. der Motor an der schnellen Walze viel grösser gewählt werden
als bei einem vergleichbaren Walzenpaket mit fixem Drehzahlverhältnis.
Denn sie wissen nicht immer, was sie tun…
Um bei einem Walzenpaket mit Walzen-Einzelantrieb den vollen Freiheitsgrad nutzen zu können, müssen selbstverständlich
Nennmomente bzw. Nennleistungen der Komponenten genügend gross gewählt werden. Dies darf nicht unterschätzt wer-
den. Über den im Allgemeinen unbekannten Leistungsfluss beim fixen Übertrieb muss man sich keine Gedanken machen.
Ist die Leistungsübertragung schnelle Walze → Produkt → langsame Walze gross, dann ist eben die Übertriebsleistung gross
und es wird mehr Leistung im Kreis geführt.
Die notwenige Antriebsleistung tangiert dies nicht und es kann mit den üblichen Annahmen für den Leistungsbedarf (kW
pro t/h) gerechnet werden. Nicht so beim Walzen-Einzelantrieb: Die komplexe Kraftübertragung im Mahlspalt hat direkten
Einfluss auf die notwenige Antriebs- und Bremsleistung und die Wahl der Komponentengrösse, da die Leistung komplett
elektrisch aus- und wieder in das Paket eingeführt werden muss. Falsche Auslegungen führen dazu, dass der Durchsatz
reduziert oder die Mahlarbeit verringert werden muss oder das prozesstechnisch optimale Drehzahlverhältnis nicht auf-
rechterhalten werden kann.
Variabilität in Mühlen
In einer Getreidemühle gibt es eine Vielzahl an Schrot- und Mahlpassagen, wo sich ein im Betrieb variables Drehzahlverhält-
nis nicht rechnet. Hingegen kann die Variabilität bei einzelnen Passagen sinnvoll sein, um mit deren Hilfe Spezialprodukte
erzeugen zu können. Dies kann zum Beispiel eine Schrotpassage sein, wo damit im Extremfall die Riffelstellung (Rücken/
Rücken zu Schneide/Schneide) geändert wird oder eine Glattpassage, bei der man mit einem hohen Drehzahlverhältnis be-
sonders viel Scherung erzeugen möchte.
Die Energieeffizienz kann durch die Optimierung des Mühlendiagramms und den Einsatz energieeffizienter Maschinen er-
reicht werden. Einem System Energie zu entziehen und diese dem System wieder rückzuführen, resultiert in einer schlech-
teren Energieeffizienz. Die Leistungsverluste sind beim Walzen-Einzelantrieb größer, weil die Energierückgewinnung für
diese Anwendung nicht energieeffizient ist.
Ist die Variabilität des Drehzahlverhältnisses für die Herstellung spezieller Produkte erforderlich, so kann dies für ausge-
wählte Passagen mit individuell zugeordneten Motoren problemlos realisiert werden. Die technische Einfachheit und der
hohe Wirkungsgrad des traditionellen Riemenantriebs sind für einen energieeffizienten Walzenstuhl von Vorteil. In Ver-
bindung mit moderner Produktniveauregelung und -zuführung sowie der präzisen Einstellung und Stabilität des Mahlspalts
durch robuste Walzenpakete ergibt sich ein insgesamt energieeffizienter Mahlprozess. Für technische Systeme sollte gene-
rell nur die benötigte Energie in geeigneter Form für eine optimale Energieeffizienz zugeführt werden.
Der Trend zur Prozessoptimierung durch energieeffiziente Anlagen mit nachhaltigen Maschinen in der Mühlenindustrie
spart nicht nur Kosten, sondern unterstützt auch das Fachpersonal bei ihrer Arbeit. Innovative Konzepte ermöglichen ener-
gieeffiziente und lebensmittelsichere Lösungen für die Mühlenindustrie zur Verarbeitung von pestizidarm angebautem
Getreide in käferfreien Mühlen.

Prozessoptimierung für die Mühlenindustrie
In der Mühlenindustrie werden Informationen vermehrt digital gespeichert und für die elektronische Datenverarbeitung verfügbar gemacht. Fehler und Verfälschungen sind im Vergleich zur analogen Verarbeitung geringer oder können ausgeschlossen werden. In den betrieblichen Abläufen eines Mühlenbetriebes ermöglicht die Digitalisierung eine Effizienzsteigerung und damit eine Verbesserung ihrer Wirtschaftlichkeit. Die mit innovativen, hochpräzisen Verwiegesystemen generierten Daten in digitaler Form sind auch geeignet, um Prozesse zu optimieren.
Beispielsweise können mittels Messungen von Massenströmen, der Dichte und der Feuchtigkeit von Haferflocken, Produktionsprozesse mit elektronischen Datenverarbeitungs-systemen optimiert und automatisiert werden. Um eine konstante Qualität der Endprodukte sicherzustellen, müssen auch die Parameter der Flockierung und Trocknung laufend kontrolliert und gegebenenfalls korrigiert werden.
Auch für das Dosieren von Getreidemischungen mit Mengenreglern werden die generierten Daten in digitaler Form genutzt und so die Genauigkeit der Dosierung verbessert. Messungen mehrerer Kraftkomponenten und Vibrations-messungen von Prallplattensystemen erlauben mittels elektronischer Daten-verarbeitung ein optimales Mischen von Getreidesorten.
Herzstück der Waagen, Mengenregler und Mikrodosierer für die Mühlenindustrie ist die Steuerung. Moderne Waagen-Steuerungen sind mit Touch-Screen ausgerüstet, sehr robust, bedienerfreundlich und zuverlässig. Webservermodule für Cloud-Lösungen und Fernwartung ermöglichen den optimalen Datenzugang und die Nutzung für die Ausbeute-Berechnung, Produktrückverfolgbarkeit und Inventar. Waagen können autonom betrieben oder an eine übergeordnete Anlagen-Steuerung und an ERP-Systeme angeschlossen werden. Dazu werden Ethernet-basierte Feldbusmodule ProfiNet und EtherNet/IP oder der Profibus und die Schnittstelle RS 485 verwendet. Bei Stromausfall schliessen die Waagen kontrolliert und alle Daten werden in der Waagen-Steuerung gesichert. In vielen Mühlen sind Waagen mit 20- bis 30-jährigen Steuerungen installiert. Oft sind dafür Ersatzteile nicht mehr erhältlich und die Schnittstellen veraltet. Waagen-Steuerungen können einfach durch eine moderne Steuerung ersetzt und Produktionsdaten optimal genutzt werden.
Der Trend zur Prozessoptimierung mit intelligenten Verwiegesystemen in der Mühlenindustrie spart nicht nur Kosten und unterstützt den Müller bei seiner Arbeit. Durch die Digitalisierung und eine vernünftige Anwendung der technischen Möglichkeiten, eröffnen sich neue Chancen zur Datenerfassung und Prozessregulierung und erleichtern somit die Arbeit des Betriebspersonals.

Steuerungs-Retrofit für Waagen
Die Gestaltung der digitalen Strategie und Transformation ist für jedes Unternehmen der Mühlenindustrie individuell. Voraussetzung für eine erfolgreiche Umsetzung der digitalen Strategie ist eine detaillierte Planung der Roadmap und der erforderlichen Massnahmen. Jede digitale Strategie ohne Operationalisierung ist wirkungslos. In den betrieblichen Abläufen eines Mühlenbetriebes ermöglicht die Digitalisierung eine Effizienzsteigerung und damit eine Verbesserung ihrer Wirtschaftlichkeit. Informationen werden vermehrt digital gespeichert und für die elektronische Datenverarbeitung verfügbar gemacht.
Die innerbetriebliche Prozesskontrolle mittels genauer Gewichtserfassungen haben dabei an Bedeutung gewonnen. Produktionsprozesse und die erwartete Produktqualität definieren die erforderliche Genauigkeit und die Messgrössen für Prozessüberwachung und Qualitätssicherung. Die mit IoTkompatiblen Verwiege-Systemen generierten Daten in digitaler Form sind auch geeignet, um die Qualität und die Prozesse online zu optimieren. Durch Steuerungs-Retrofits wird die Konnektivität ermöglicht und die Maschinen-Lebensdauer verlängert. Bei veralteten Steuerungsgenrationen fehlt die Konnektivität zu einem Feldbus oder die Fähigkeit, sich mit dem Internet zu verbinden und so die Vorteile der Fernwartung und von Cloud-Lösungen zu nutzen. Für eine zweckmässige Digitalisierung müssen Daten zugänglich sein und frei verwendet werden können. Cloud-Lösungen und Fernwartung ermöglichen den optimalen Datenzugang und die Nutzung für die innerbetriebliche Prozesskontrolle und Produktrückverfolgbarkeit. Moderne Waagen-Steuerungen sind mit einem Webserver Modul und mit Touch-Screen ausgerüstet, robust und zuverlässig.
Die Operationalisierung der digitalen Strategie in der Mühlenindustrie bedingt eine geeignete Konnektivität für IoT, Cloud-Lösungen und Fernwartung. Steuerungs-Retrofits für Verwiege-Systemen verlängern die Maschinen-Lebensdauer wirtschaftlich und ermöglichen, dass digitale Daten für die elektronische Datenverarbeitung frei zugänglich sind.

Messungen von Feuchtigkeit, Massenstrom, Gewicht,... DOPPELT!!!
In der Mühlenindustrie werden Informationen vermehrt digital gespeichert und für die elektronische Datenverarbeitung verfügbar gemacht. Verfälschungen und Kosten sind geringer, wenn Feuchtigkeit, Massenstrom, Gewicht und Dichte an einem Punkt in Echtzeit gemessen und digital verarbeitet werden. In den betrieblichen Abläufen eines Mühlenbetriebes ermöglicht die Digitalisierung eine Effizienzsteigerung und damit eine Verbesserung ihrer Wirtschaftlichkeit. Die mit multifunktionalen Mess-Systemen generierten Daten in digitaler Form sind auch geeignet, um die Qualität und die Prozesse online zu optimieren.
In der Mühlenindustrie hat die genaue Gewichtserfassung an Bedeutung gewonnen. Der Produktionsprozess und die erwartete Produktqualität definieren die erforderliche Genauigkeit und die Messgrössen für Prozessüberwachung und Qualitätssicherung. Nebst dem Erfassen von Massenstrom und Gewicht können multifunktionale Verwiegesysteme auch die Feuchtigkeit, Temperatur und Dichte an einem Punkt in Echtzeit messen und digital verarbeiten. Kosten und Fehler der digitalen Messungen in Echtzeit sind geringer als die langwierigen Messungen mit manueller Probenahme, Analyse und Auswertung im Labor und manueller Steuerung des Prozessablaufes. Cloud-Lösungen und Fernwartung ermöglichen den optimalen Datenzugang und die Nutzung für die innerbetriebliche Prozesskontrolle und Produkte Rückverfolgbarkeit. Dazu werden Ethernet-basierte Feldbusmodule ProfiNet und EtherNet/IP oder der Profibus und die Schnittstelle RS 485 verwendet.
Der Trend zur Prozessoptimierung mit multifunktionalen Verwiegesystemen in der Mühlenindustrie spart nicht nur Kosten und unterstützt den Müller bei seiner Arbeit. Durch eine vernünftige Digitalisierung wird die Prozessregulierung und somit die Arbeit des Betriebspersonals optimiert.

Hopfendosierung von SWISCA
Wasser, Malz und Hopfen sind die Grundzutaten von Bier. Das Wasser ist die Basis, das Malz bringt die Stärke und der Hopfen das Aroma. Hopfen ist dabei der teuerste der drei Rohstoffe. Warum ist der Hopfen im Bier eigentlich so wichtig? Die Inhaltsstoffe bringen würzig-bitteren, herben oder gar fruchtigen Geschmack und wirken zusätzlich beruhigend, konservierend und schaumstabilisierend. Hopfen ist eine Kletterpflanze und gehört zu einer Pflanzengattung aus der Familie der Hanfgewächse. Weibliche Pflanzen tragen wertvolle Dolden, die Harze und ätherische Öle enthalten und dem Bier Geschmack und Bukett verleihen.
In der Schweiz im Dorf Appenzell, direkt am Fusse des Alpsteins, braut die Familie Locher ein ganz besonderes Bier. Nach genauen Rezepturen, mit Hopfen und Malz, und dem frischen Wasser aus dem sagenumwobenen Alpstein, direkt ab der Quelle. Das macht das Appenzeller-Bier besonders und unverwechselbar schmackhaft. Die fünfte Generation der Familienbrauerei kreiert neue Biersorten. Die Innovationsfreude dieser Spezialitäten-Schmiede ist die Quelle für die enorme Vielfalt und die hohe Qualität. Appenzeller Bier wird u.a. nach Deutschland, England, Russland, Kanada, Taiwan, Japan, USA und Singapur exportiert.
In Appenzell wurde 2018 das Start-up SWISCA AG von erfahrenen Fachexperten für die Entwicklung, Konzeption und Vertrieb von Produktionsanlagen für die Nahrungsmittel-Produktion und Verwiege-Technik gegründet. Die Fokussierung auf Qualität und Innovation ist für die SWISCA AG besonders wichtig. Dank bester Technologie und erfahrenen Ingenieuren realisiert die SWISCA AG innovative Produktentwicklungen und Produktionsanlagen für den Weltmarkt.
Zur Herstellung von Spezialbieren entwickelten die Appenzeller Brauerei und die SWISCA AG gemeinsam ein innovatives Verwiege-System für die exakte Dosierung von Hopfenpellets. Die Konstanz der Verfahrenstechnik garantiert eine hochwertige Produktqualität der innovativen Biersorten.
Ermöglicht wurde die Kombination von exzellenter Brauereikunst und kompetenter Verwiege-Technik durch die neue Regionalpolitik des Bundes (NRP), die Projekte fördert, welche die Innovation, Wertschöpfung und Wettbewerbsfähigkeit ländlicher Regionen der Schweiz stärken. Die aus dem Fonds für Regionalentwicklung gewährten Finanzhilfen werden je zur Hälfte vom Bund und vom Kanton getragen.
Mit dem Projekt konnte die Wertschöpfungskette innerhalb des Kantons Appenzell Innerrhoden erweitert werden. Imageträger und die positiv wahrgenommenen Produkte aus der Region stärken den Wirtschaftsstandort. Das Projekt trägt zur Förderung von Spitzentechnologie, Digitalisierung und zur Sicherung attraktiver Arbeitsplätze in Appenzell bei.

Getreideaufbereitung für gleichbleibend hohe Mahlerträge
Das Befeuchten ist ein wichtiger Produktionsprozess in einer Mühle, um gleichmässige Mahlbedingungen zu unterstützen und die Grundlage für eine konstant hohe Mahlleistung zu schaffen. Das Befeuchten des Getreides bringt zwei wichtige Vorteile mit sich. Zum einen die Vorbereitung des Getreides auf optimale Mahlbedingungen und zum anderen Zugabe von Wasser für einen wirtschaftlichen Gewinn.
Durch die Zugabe von Wasser zum Getreide und dessen Temperierung werden die Kleieschichten zäh und elastisch, das Endosperm wird aufgeweicht. Dies ist die optimale Voraussetzung, um sie beim Mahlen möglichst effizient zu trennen. Um den grössten Nutzen aus dem Befeuchtungsprozess zu ziehen, ist es wichtig, dass das Wasser möglichst gleichmässig auf der Oberfläche des Korns verteilt wird, damit es in den Temperierkammern gleichmässig in das Endosperm eindringen kann. Das Befeuchten ist traditionell ein energieintensiver Produktionsprozess und ist kritisch in Bezug auf die Hygiene und damit die Lebensmittelsicherheit. Neben den technologischen und wirtschaftlichen Aspekten haben auch die mikrobiologischen Auswirkungen an Bedeutung gewonnen. Die Anforderungen zur Einhaltung oder Überschreitung von Lebensmittelsicherheitsstandards werden immer anspruchsvoller.
Neben der Online-Messung des Produktdurchsatzes werden die Differenzialdosierwaagen auch für andere konstante und genaue Messungen am Getreide eingesetzt, wie z.B. Feuchtigkeit, Dichte und Temperatur. Für eine genaue Datenerfassung des Getreides, die für den Mahlprozess erforderlich ist, sind Produkttemperatur, Dichte und Produktfeuchte notwendig. Die Messung des Massenstroms und der Produktfeuchte hängt von der Dichte ab. Ein innovatives Kontrollsystem ermöglicht die einfache Kalibrierung des kapazitiven Feuchtesensors und den genauen Vergleich mit im Labor ermittelten Erfahrungswerten. Differenzialdosierwaagen mit innovativer Zusatzausstattung messen den Massenstrom und registrieren das Gesamtgewicht mit noch höherer Genauigkeit als herkömmliche Geräte. Modernste Steuerungstechnik und Wägealgorithmen, verarbeiten die Messung nach dem Dosierschieber auch beim Nachfüllen der Waage. Diese zusätzliche Schlagmessung eliminiert Unsicherheiten beim Nachfüllen der Waage und verbessert die Messgenauigkeit um ein Vielfaches. Dank dieser zusätzlichen Messung arbeitet das System immer gravimetrisch, und die Öffnung des Dosierschiebers kann kontinuierlich überwacht und nachjustiert werden. Die Vorteile der hohen Genauigkeit und des kontinuierlichen Verfahrens einer Differentialwaage werden optimal kombiniert. Die verbesserte Genauigkeit der Waage ist ein Vorteil für gleichbleibende Feuchtwasserbedingungen, die eine sehr präzise Wasserzugabe ermöglichen.
Der automatische Flüssigkeitsdurchflussregler und die Differenzialdosierwaage mit dem Feuchtebestimmungssystem sind optimal aufeinander abgestimmt für eine exakte Zugabe der Wassermenge. Die Differenzialdosierwaage misst gleichzeitig den Produktdurchfluss und die Feuchtigkeit. Das Regelsystem errechnet die benötigte Wassermenge und steuert den Flüssigkeitsdurchflussmesser und den Dosierschieber sehr genau. Die kontinuierliche Messung und Regelung von Massenstrom, Feuchte, Temperatur und die Berechnung der erforderlichen Wasserzugabe mit einem multifunktionalen Wägesystem ermöglicht eine effiziente Prozesssteuerung. Hochwertige Regelventile mit elektromotorischen Stellungsreglern und Energiespeicher ermöglichen einen grossen Dosierbereich. Die Genauigkeit der dosierten Wassermenge wird massgeblich von der Qualität und Genauigkeit des Durchflussmessers beeinflusst. Ein korrekt ausgelegter Wasserfilter ist unabdingbar, um Verunreinigungen, die durch das Wasser verursacht werden könnten, auszuscheiden. Der automatische Flüssigkeitsdurchflussregler ist auch für chlorhaltiges Wasser (55 °C, 600 ppm) oder Dampf geeignet und wird in hygienischer Ausführung gefertigt und besteht aus rostfreiem Stahl. Für die Messung des Wasserdurchflusses oder des Feuchtigkeitsgehalts im Getreide ist keine zusätzliche elektrische Steuereinheit erforderlich.
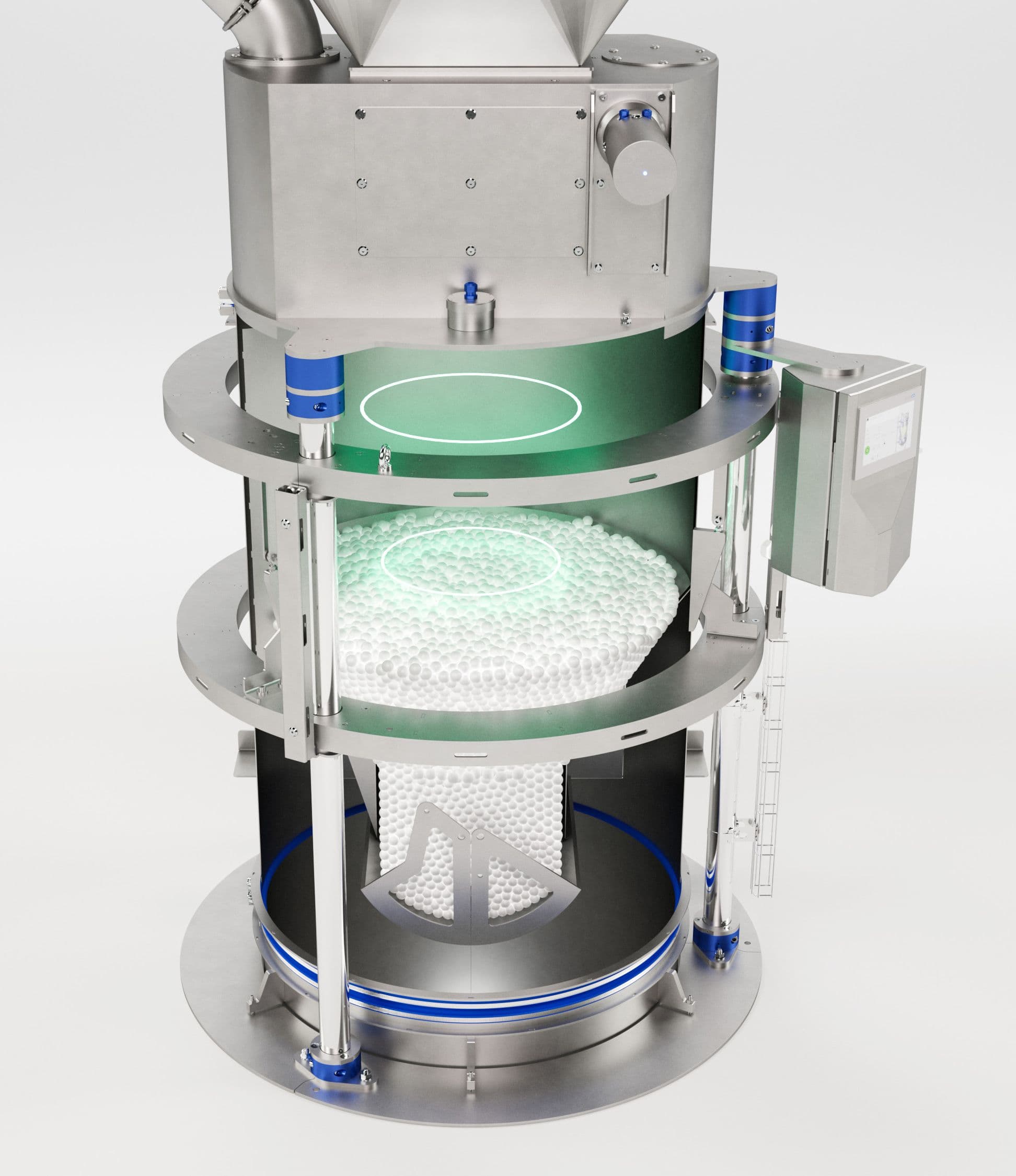
Das Befeuchten der Körner beim Mahlen ist ein häufig angewandtes Verfahren. Wasserzugabemengen von bis zu 7 % sind bei minimalem Abrieb und Bruch des Produkts möglich. In Mühlen ist die Befeuchtung des Weizens ein kritischer Kontrollpunkt. Die meisten Befeuchtungsmaschinen müssen regelmässig gereinigt werden. Sobald die Maschine abgeschaltet ist, kommt es zum Wachstum von Keimen und Bakterien. Die negativen Auswirkungen sind sichtbar und verursachen in der Regel einen deutlichen Geruch. Das zu erwartende Bakterienwachstum kann bei Bedarf durch Labortestdaten bestätigt werden, die als Referenz dienen. Im Inneren konventioneller Feuchtwerke müssen Abriebschmutz und Restkörner manuell entfernt werden, um Verunreinigungen zu vermeiden bzw. zu begrenzen. Wird der Dämpfer über einen längeren Zeitraum nicht betrieben, kann das Risiko einer mikrobiologischen Verunreinigung des nachfolgenden Getreides nicht ausgeschlossen werden. Wenn dieser kontaminierte Weizen in die Mühle gelangt, weist das daraus hergestellte Mehl ebenfalls eine erhöhte Anzahl mikrobiologischer Keime auf. Innovative Feuchtwerke minimieren das Kontaminationsrisiko und ermöglichen eine automatische Cleaning-in-Place (CIP). In manchen Situationen ist eine sehr geringe Wasserzugabe mit einer gleichmässigen Verteilung auf der Oberfläche des Korns erforderlich. Dies kann eine echte Herausforderung sein. In diesem Fall kann die unten abgebildete Maschine die richtige Lösung sein. Die Anforderungen an die Lebensmittelsicherheit steigen und erfordern Lösungen der nächsten Generation für die Befeuchtung. Diese ressourceneffiziente Innovation der Befeuchtung formt den Fluss des Korns mithilfe eines Pralltrichters und Lamellen zu einem Vorhang. Das zugeführte Wasser wird über beidseitig radial angeordnete Düsen in feine Tropfen zerstäubt. Diese Tropfen prallen auf die fallenden Körner und bleiben an der Oberfläche haften. Wenn der Produktionsprozess es zulässt, wird zwischendurch ein automatischer Reinigungszyklus durchgeführt. Für eine optimale Reinigung des gesamten Innenraums werden ausfahrbare Spüldüsen durch das Reinigungsmedium betätigt. Das Abwasser des Reinigungsprozesses sowie die Entsorgung der gesammelten Rückstände sind in der Regel automatisiert.
Der Trend zur Prozessoptimierung mit intelligenten Systemen in der Mühlenindustrie spart nicht nur Kosten, sondern unterstützt auch die Müller und verbessert ihre operative Exzellenz. Energiesparende Lösungen mit präziser Massenstrom-, Dichte- und Feuchtemessung, hygienischer Wasserzugabetechnologie, dem ressourceneffizienten Befeuchtungsprozess und Cleaning-in-Place-Technologie sollen Ihr Grain Conditioning System auf die nächste Stufe bringen. Dieses Feuchtemanagementsystem der nächsten Generation ist nachhaltig, benötigt weniger Geräte und Anlagensteuerungen, deutlich weniger Energie und ist ein grosser Schritt vorwärts in Richtung Erfüllung oder Übertreffen der strengsten Lebensmittelsicherheitsstandards.
Innovative Füllstandsmessungen mit Lichtgeschwindigkeit
Aufgrund der zunehmenden Automatisierung werden immer mehr intelligente Sensoren für innovative Anwendungen in der Mühlenindustrie eingesetzt. Eine wichtige Gruppe von Sensoren für die Prozesskontrolle sind Sonden für die Erkennung von hohen und niedrigen Füllständen in Behältern und Silos, für den Aufstauschutz, die Durchflussüberwachung, die Bereichsmessung und die Positionsverfolgung. Die am häufigsten eingesetzten Lösungen von Grenzstandsensoren sind Drehflügelmelder, Kapazitätssonden und Schwingstäbe in der Mühlenindustrie.
Drehflügel-Füllstandssensoren haben sich für die Grenzstandmeldung in Behältern und Silos für Schüttgüter bewährt. Ein rotierender Flügel wird von einem Motor kontinuierlich in Drehung versetzt. Wenn dieser Flügel mit dem Material in Berührung kommt, wird eine Kraft auf den Flügel ausgeübt, die grösser ist als das Rotationsmoment, und die Drehung wird gestoppt. Der Niveauschalter erkennt den Stillstand der Drehung und gibt ein Signal an das Steuersystem. Ein ausfallsicherer Drehkolben-Füllstandssensor ist eine bekannte Lösung zum Starten oder Stoppen eines kritischen Prozesses in der Getreideindustrie. Die kapazitive Füllstandsmessung ist seit Jahrzehnten eine bewährte Methode zur Messung von Füllständen. Das Schüttgut verursacht am Sensor eine Kapazitätsänderung, die in ein Schaltsignal umgewandelt wird. Bei wechselnden Produkten ist eine neue Kalibrierung notwendig und bei Produkten mit geringer Schüttdichte erfolgt keine Erfassung. Kapazitive Sonden sind auch empfindlich gegenüber Staubablagerungen. Die schwingenden Stäbe werden durch piezokeramische Elemente in Resonanzfrequenz gebracht. Bedeckt das Schüttgut den Sensor, wird die Amplitude gedämpft und es wird eine Meldung ausgegeben. Diese Sonden können in verschiedenen Einbaulagen verwendet werden und sind unabhängiger von den Produkteigenschaften.
Der technologische Fortschritt bei der Entwicklung von Sensoren schreitet voran. Der Trend bei der Füllstandsmessung in Umgebungen mit hohem Staubanteil geht zu berührungslosen Sensoren und insbesondere zur Radar-Abstandsmessung. Radar ist die Abkürzung für «Radio Detection and Ranging», was so viel bedeutet wie «funkbasierte Ortung und Abstandsmessung». Diese Technologie basiert auf elektromagnetischen Wellen. Ein Radargerät sendet eine konzentrierte elektromagnetische Welle aus, die von Objekten als Echo reflektiert und dann vom Gerät nach verschiedenen Kriterien ausgewertet wird. Die Elektronik erzeugt beim Auftreffen der Welle auf die Materialoberfläche einen elektromagnetischen Impuls, ein Teil der Energie wird reflektiert. Dieses sogenannte Echosignal wird von der Elektronik erkannt und mittels einer Laufzeitmessung in eine Füllstandsanzeige umgewandelt. Die Laufzeit ist die Zeitdifferenz zwischen dem gesendeten Impuls und dem empfangenen Echosignal. Da die Ausbreitungsgeschwindigkeit einer elektromagnetischen Welle im Trägermedium Luft mit der Lichtgeschwindigkeit gleichgesetzt werden kann, lässt sich aus dieser einfachen Beziehung der Abstand zur Medienoberfläche berechnen. Der Füllstand kann in staubigen Umgebungen mit Hilfe der Radartechnologie genau gemessen werden.
Radargestützte Sensorik kann hochpräzise Entfernungsdaten liefern, die für Anwendungen zur präzisen Objekterkennung, Entfernungsmessung und Positionsverfolgung benötigt werden. Bei hohen Aktualisierungsfrequenzen kann eine Auflösung im Millimeterbereich erreicht werden. Bei der Integration der Radartechnologie in intelligente Produktdesigns sind die Produktentwickler jedoch in der Regel gezwungen, zwischen niedrigem Stromverbrauch und hoher Genauigkeit zu wählen. Die Anforderungen an die Genauigkeit steigen auch bei begrenzter Leistung, da diese Technologie bei einem reduzierten Leistungsbudget von Vorteil ist. SWISCA hat eine innovative Lösung zur Abstandsmessung für Fräsanwendungen entwickelt, die die Genauigkeit fortschrittlicher kohärenter Radarmethoden mit dem geringeren Energiebedarf von gepulsten Radarsystemen kombiniert.
Ein geringerer Stromverbrauch wird bei gepulsten Radarsystemen erreicht, wenn der Sender zwischen den Impulsen abgeschaltet wird. Herkömmliche kohärente Radarsysteme senden eine kontinuierliche Folge von Impulsen und nutzen die genauen Phasenmessungen der zurückkehrenden Signale. Dies erfordert eine hohe Leistungsaufnahme und damit verbunden eine höhere Verlustleistung und grössere elektronische Bauteile. Mit seiner Zeitauflösung im Pikosekundenbereich ist der SWISCA-Sensor in der Lage, Entfernungen mit Millimetergenauigkeit über einen Bereich von 100 mm bis zu zwei Metern zu messen und gleichzeitig in Geräten mit geringem Stromverbrauch zu verwenden. Bei Radar-Füllstandsmessgeräten stellt sich immer die Frage nach der Höhe der Frequenzen. Während berührungslose Radarsensoren mit hohen Frequenzen von bis zu 130GHz arbeiten, verwendet die geführte Mikrowellentechnik eine vergleichsweise niedrige Frequenz von 1GHz. Generell lässt sich sagen, dass niedrige Frequenzen deutlich weniger anfällig für prozessbedingte Störungen wie Anhaftungen und Staub sind. Bei der Entwicklung des Radarsensors von SWISCA haben die Produktentwickler auf Robustheit und Zuverlässigkeit in staubigen Umgebungen geachtet und den Frequenzbereich von 60Hz verwendet.
Der Trend zur Prozessoptimierung mit intelligenten Sensoren in der Mühlenindustrie ermöglicht nicht nur neue Anwendungen, sondern unterstützt auch die Müller und verbessert deren operative Exzellenz. Elektronisch erzeugte elektromagnetische Impulse mit genauer Phasenmessung der zurückkommenden Signale eines speziell entwickelten Sensors für die Füllstandsmessung in der Mühlenindustrie heben Ihre Prozesskontrolle auf ein neues Niveau. Dieser Radarsensor der nächsten Generation ist zuverlässig, robust und staubunempfindlich, erfordert keine Nachkalibrierung, erreicht eine höhere Genauigkeit und ist ein grosser Schritt nach vorn bei der Erfüllung der hohen Anforderungen an die Füllstandsmessung in der Mühlenindustrie.