- SWISCA
- Articolo tecnico
Articolo tecnico

Roller Mill Drive – Whitepaper ROMIL
The crushing of cereal grains has historically been accomplished through pressure and shearing. Approximately 27,000 years ago, grinding stones were first employed for this purpose. Utilizing an oscillating motion of the grinding stone against a stationary surface, the grain trapped in between could be effectively processed.
In many subsequent developments, the principle of maintaining one grinding surface stationary while the other moves relative to it was preserved. This is achieved, for example, through a horizontal or vertical pair of disks, a cone with a counterpart, or a roll with an adjacent counter surface. In all these variations, the stationary mating surface doesn‘t actively engage in the grinding process; it primarily absorbs forces without undergoing movement. This paradigm shifted with the advent of roller grinding in the 18th century.
The movement of the previously stationary counter surface was recognized to offer several advantages. By configuring it as two parallel, counter-rotating rolls operating at distinct speeds, pressure and shear could be precisely controlled as influential variables, independently and purposefully. This setup enabled enhancements such as increased throughput and desired selective grinding. Thanks to many other parameters, multi-stage, sophisticated grinding processes were developed.
From the perspective of machine manufacturers, one aspect of roller grinding stands out: the „overdrive,“ which refers to the coupling of the two roll speeds. The technically straightforward design, consisting of two differently sized intermeshing spur gears at one end of the roll pair, represents an ingenious solution. In the configuration typical for grain roller mills, the slow roll must always be braked to maintain the desired speed ratio. However, if the grinding speed ratio remains constant, the considerable braking force applied to the slow roll can be efficiently transferred back to the fast roll via spur gears.
In a typical roll pair, the fast roll is powered by an electric motor, which in turn drives the slow roll through the material in the grinding gap. The overdrive mechanism prevents the slow roll from reaching the speed of the fast roll and redirects the braking power back to the fast roll. Consequently, a significant amount of mechanical power is effectively circulated.
Measurements indicate that the braking power on the slow roll is notably high in comparison to the power introduced into the roll assembly. On smooth passages, this braking power typically exceeds the grinding power by a considerable margin. Therefore, it is paramount that this excess power is efficiently transferred back to the fast roll.
The rolls become tense due to the ground material and the overdrive. A torque ratio can be calculated from the measured torque on the rolls, which typically falls within a certain range under typical operating conditions for roller mills. The influences on this torque ratio are complex. The braking power is determined by the speed ratio and the above torque ratio:
– The lower the speed of the slow roll compared to the fast roll, the lower the required braking power.
– The greater the tension between the rolls, the greater the required braking power.
Of course, the above does not address the effective grinding power, which is the power converted as the difference between the drive and braking power in the grinding gap.
Pressure can be easily varied during operation by means of a variable grinding gap. Conversely, varying shear, generated by altering the speed ratio during operation, comes at a high cost. This can be achieved by feeding back the braking power with associated losses and/or through a technically complex machine design. As a result, the flexibility gained through a variable speed ratio has often been overlooked, optimized only for specific processes and kept constant for the majority of operations..
The comparison of the two passages indicates that the performance of the reduction passage surpasses that of the break passage, despite its lower grinding capacity. Of course, this also applies analogously to less heavily utilized passages.
Nowadays, the simplest method to incorporate a variable speed ratio during operation is to equip each roll with its own motor and link the corresponding frequency converters in the intermediate circuit This individual roll drive can be configured as a direct drive or as a remote motor with belt drive. In such a system, the braking power from the generator-driven motor of the slow roll is dissipated from the system and reintroduced via the motor on the fast roll. Consequently, the motor on the fast roll must be chosen considerably larger than in a roll package with a fixed speed ratio.
In order to fully utilize the degree of freedom in a roll assembly with a single roll drive, the rated torques or rated power of the components must be sufficiently high. This aspect should not be underestimated. Conversely, there is no need to worry about the generally unknown power flow with fixed overdrive. If the power transmission from the fast roll to the product to the slow roll is high, then the overdrive power is high, resulting in more power being circulated. This does not impact the required drive power and the typical assumptions for power requirements (kW per t/h) used in calculations.
However, this is not the case with the single roller drive. The intricate power transmission in the grinding gap directly affects the required drive and braking power and the selection of component sizes, as the power must be entirely extracted and reintroduced electrically into the assembly. Incorrect drive and braking power can result in reduced throughput, the need to decrease grinding work, or the inability to maintain the optimal speed ratio for the process.
In a grain mill, there are numerous break and reduction passages where a variable speed ratio during operation may not be beneficial. However, variability can be advantageous for specific passages to enable the production of specialized products. For instance, this could include a grist passage where, in extreme cases, the fluting position (back/back to cutting edge/cutting edge) is changed, or a smooth passage where a notably high shear is desired with a high-speed ratio.
Energy efficiency can be achieved through the optimization of the mill diagram and the use of energy-efficient machinery. The recovery of energy, which must first be added to a system, leads to poorer energy efficiency. The power losses are greater with individual roller drive, as energy recovery for this application is not energy efficient.
If the variability of the speed ratio is required for the production of special products, this can be easily implemented for selected passages with individually assigned motors. The technical simplicity and high efficiency of the traditional belt drive transmission are advantageous for an energy-efficient roller mill. In combination with modern product level control and feeding, as well as precise adjustment and stability of the grinding gap through robust roll packages, an overall energy-efficient milling process can be achieved. For technical systems, only the required energy in a suitable form should generally be supplied for optimal energy efficiency.
The trend towards process optimization with sustainable machines in the milling industry not only saves costs and supports millers in their work. Innovativesolutions optimize energy-efficient and food safe processes and thus the work of the operating personnel.

Ottimizzazione dei processi per l'industria molitoria
Nell'industria molitoria le informazioni vengono sempre più spesso archiviate in formato digitale e rese disponibili per l'elaborazione elettronica dei dati. Gli errori e le falsificazioni sono minori o possono essere eliminati rispetto all'elaborazione analogica. Nei processi operativi di un'azienda molitoria, la digitalizzazione consente un aumento dell'efficienza e quindi un miglioramento della redditività. I dati generati in forma digitale con sistemi di pesatura innovativi e di alta precisione sono adatti anche per ottimizzare i processi.
Ad esempio, misurando i flussi di massa, la densità e l'umidità dei fiocchi d'avena, i processi di produzione possono essere ottimizzati e automatizzati con sistemi di elaborazione elettronica dei dati. Per garantire una qualità costante dei prodotti finali, anche i parametri di sfogliatura ed essiccazione devono essere costantemente controllati e, se necessario, corretti. I dati generati vengono utilizzati anche in forma digitale per il dosaggio di miscele di cereali con regolatori di quantità, migliorando così l'accuratezza del dosaggio. Le misure di diversi componenti della forza e le misure di vibrazione dei sistemi di piastre d'impatto consentono di miscelare in modo ottimale i tipi di grani mediante l'elaborazione elettronica dei dati.
Il cuore delle bilance, dei regolatori di volume e dei microalimentatori per l'industria molitoria è il sistema di controllo. I moderni controlli delle bilance sono dotati di touch screen, sono molto robusti, facili da usare e affidabili. I moduli web server per le soluzioni cloud e la manutenzione remota consentono un accesso e un utilizzo ottimale dei dati per il calcolo della resa, la tracciabilità dei prodotti e l'inventario. Le bilance possono essere gestite autonomamente o collegate a sistemi di controllo dell'impianto e ERP di livello superiore. A questo scopo si utilizzano i moduli bus di campo ProfiNet ed EtherNet/IP basati su Ethernet o l'interfaccia Profibus e RS 485. In caso di interruzione di corrente, le bilance si chiudono in modo controllato e tutti i dati vengono salvati nel sistema di controllo della bilancia. In molti stabilimenti sono installate bilance con controlli vecchi di 20-30 anni. Spesso i pezzi di ricambio non sono più disponibili e le interfacce sono obsolete. I controlli della bilancia possono essere facilmente sostituiti da un moderno sistema di controllo e i dati di produzione possono essere utilizzati in modo ottimale.
La tendenza all'ottimizzazione dei processi con sistemi di pesatura intelligenti nell'industria molitoria non solo consente di risparmiare sui costi e di supportare il fresatore nel suo lavoro. La digitalizzazione e l'uso intelligente delle possibilità tecniche aprono nuove opportunità per la raccolta dei dati e la regolazione dei processi, facilitando così il lavoro del personale operativo.

Retrofit di controllo per bilance
La progettazione della strategia e della trasformazione digitale è individuale per ogni azienda del settore molitorio. Il prerequisito per un'implementazione di successo della strategia digitale è una pianificazione dettagliata della roadmap e delle misure necessarie. Qualsiasi strategia digitale senza operatività è inefficace. Nei processi operativi di un'azienda molitoria, la digitalizzazione consente un aumento dell'efficienza e quindi un miglioramento della redditività. Le informazioni vengono sempre più spesso archiviate in formato digitale e rese disponibili per l'elaborazione elettronica dei dati.
Il controllo del processo interno mediante misurazioni accurate del peso ha acquisito un'importanza sempre maggiore. I processi di produzione e la qualità del prodotto prevista definiscono l'accuratezza richiesta e le variabili misurate per il monitoraggio del processo e l'assicurazione della qualità. I dati generati in forma digitale con i sistemi di pesatura compatibili con l'IoT sono adatti anche per ottimizzare la qualità e i processi online. I retrofit di controllo consentono la connettività e prolungano la vita della macchina. Le generazioni di controllo obsolete non dispongono della connettività a un bus di campo o della capacità di connettersi a Internet per sfruttare la manutenzione remota e le soluzioni cloud. Per una digitalizzazione mirata, i dati devono essere accessibili e liberamente utilizzabili. Le soluzioni cloud e la manutenzione remota consentono un accesso e un utilizzo ottimale dei dati per il controllo dei processi interni e la tracciabilità dei prodotti. I moderni controllori di bilancia sono dotati di un modulo web server e di un touch screen e sono robusti e affidabili.
L'attuazione della strategia digitale nell'industria molitoria richiede una connettività adeguata per l'IoT, le soluzioni cloud e la manutenzione remota. I retrofit di controllo per i sistemi di pesatura prolungano la vita della macchina in modo economico e consentono di accedere liberamente ai dati digitali per l'elaborazione elettronica dei dati.

Dosaggio del luppolo da SWISCA
Birra. L'acqua è la base, il malto apporta la forza e il luppolo l'aroma. Il luppolo è la più costosa delle tre materie prime. Perché il luppolo è così importante nella birra? Gli ingredienti apportano un sapore piccante-amaro, aspro o addirittura fruttato e hanno anche un effetto calmante, conservante e stabilizzante della schiuma. Il luppolo è una pianta rampicante e appartiene a un genere di piante della famiglia della canapa. Le piante femmine portano ombrelle preziose che contengono resine e oli essenziali e conferiscono sapore e profumo alla birra.
In Svizzera, nel villaggio di Appenzell, proprio ai piedi dell'Alpstein, la famiglia Locher produce una birra molto speciale. Secondo precise ricette, con luppolo e malto, e l'acqua fresca del leggendario Alpstein, direttamente dalla fonte. Questo rende la birra Appenzeller speciale e inconfondibilmente gustosa. La quinta generazione del birrificio di famiglia crea nuove varietà di birra. Lo spirito innovativo di questo birrificio di specialità è all'origine dell'enorme varietà e dell'alta qualità. La birra Appenzeller viene esportata, tra gli altri, in Germania, Inghilterra, Russia, Canada, Taiwan, Giappone, Stati Uniti e Singapore.
Nel 2018, la start-up SWISCA AG è stata fondata ad Appenzello da esperti per lo sviluppo, la progettazione e la vendita di attrezzature per la produzione alimentare e la tecnologia di pesatura. L'attenzione alla qualità e all'innovazione è particolarmente importante per SWISCA AG. Grazie alla migliore tecnologia e a ingegneri esperti, SWISCA AG realizza sviluppi di prodotti innovativi e impianti di produzione per il mercato mondiale.
Per la produzione di birre speciali, Appenzeller Brauerei e SWISCA AG hanno sviluppato insieme un innovativo sistema di pesatura per il dosaggio preciso dei pellet di luppolo. La coerenza della tecnologia di processo garantisce l'alta qualità del prodotto delle innovative varietà di birra.
La combinazione di eccellenti capacità di produzione della birra e di una competente tecnologia di pesatura è stata resa possibile dalla Nuova Politica Regionale (PNR) della Confederazione, che sostiene progetti che rafforzano l'innovazione, la creazione di valore e la competitività nelle regioni rurali della Svizzera. L'aiuto finanziario concesso dal Fondo di sviluppo regionale è fornito per metà dal governo federale e per metà dal Cantone.
Il progetto ha permesso di espandere la catena del valore all'interno del Cantone di Appenzello Interno. I vettori d'immagine e i prodotti della regione percepiti positivamente rafforzano la posizione dell'azienda. Il progetto contribuisce a promuovere la tecnologia all'avanguardia, la digitalizzazione e a garantire posti di lavoro interessanti in Appenzell.

Preparazione dei chicchi per ottenere rese di macinazione sempre elevate
L'umidificazione è un importante processo di produzione in un mulino per supportare condizioni di macinazione uniformi e fornire la base per prestazioni di macinazione costantemente elevate. L'inumidimento del chicco presenta due importanti vantaggi. In primo luogo, la preparazione del cereale per condizioni di macinazione ottimali e, in secondo luogo, l'aggiunta di acqua per ottenere un guadagno economico.
Aggiungendo acqua al chicco e temperandolo, gli strati di crusca diventano tenaci ed elastici, mentre l'endosperma si ammorbidisce. Questa è la condizione ottimale per separarli nel modo più efficiente possibile durante la macinazione. Per ottenere il massimo beneficio dal processo di inumidimento, è importante che l'acqua sia distribuita il più uniformemente possibile sulla superficie del chicco, in modo che possa penetrare uniformemente nell'endosperma nelle camere di tempera. L'umidificazione è tradizionalmente un processo produttivo ad alta intensità energetica ed è fondamentale in termini di igiene e quindi di sicurezza alimentare. Oltre agli aspetti tecnologici ed economici, anche le implicazioni microbiologiche sono diventate più importanti. I requisiti per soddisfare o superare gli standard di sicurezza alimentare sono sempre più esigenti.
Oltre alla misurazione in linea della portata del prodotto, le pesatrici differenziali vengono utilizzate anche per altre misurazioni costanti e accurate sulla granella, come umidità, densità e temperatura. La temperatura, la densità e l'umidità del prodotto sono necessarie per una raccolta accurata dei dati sulla granella, necessari per il processo di macinazione. La misurazione del flusso di massa e dell'umidità del prodotto dipende dalla densità. Un innovativo sistema di controllo consente una facile calibrazione del sensore di umidità capacitivo e un confronto accurato con i valori empirici determinati in laboratorio. Le bilance dosatrici differenziali con un innovativo equipaggiamento aggiuntivo misurano il flusso di massa e registrano il peso totale con una precisione ancora maggiore rispetto ai dispositivi convenzionali. Tecnologia di controllo e algoritmi di pesatura all'avanguardia, elaborano la misura dopo il vetrino di dosaggio anche quando la bilancia viene riempita. Questa misura aggiuntiva dell'impatto elimina le incertezze quando si riempie la bilancia e migliora la precisione di misura di molte volte. Grazie a questa misura aggiuntiva, il sistema funziona sempre in modo gravimetrico e l'apertura della slitta di dosaggio può essere costantemente monitorata e regolata. I vantaggi dell'elevata precisione e del processo continuo di una pesa differenziale sono combinati in modo ottimale. La maggiore accuratezza della bilancia è un vantaggio per le condizioni costanti della soluzione di bagnatura che consentono un'aggiunta molto precisa di acqua.
Il regolatore automatico di flusso del liquido e la bilancia di dosaggio differenziale con il sistema di determinazione dell'umidità sono abbinati in modo ottimale l'uno all'altro per aggiungere esattamente la quantità d'acqua. La bilancia di dosaggio differenziale misura contemporaneamente il flusso di prodotto e l'umidità. Il sistema di controllo calcola la quantità d'acqua necessaria e controlla con estrema precisione il misuratore di portata del liquido e la slitta di dosaggio. La misurazione e il controllo continui del flusso di massa, dell'umidità, della temperatura e il calcolo dell'aggiunta di acqua necessaria con un sistema di pesatura multifunzionale consentono un controllo efficiente del processo. Le valvole di controllo di alta qualità con posizionatori elettromotori e accumulatori di energia consentono un'ampia gamma di dosaggi. L'accuratezza della quantità d'acqua dosata è significativamente influenzata dalla qualità e dall'accuratezza del flussometro. Un filtro per l'acqua progettato correttamente è essenziale per eliminare le impurità che potrebbero essere causate dall'acqua. Il regolatore automatico di flusso dei liquidi è adatto anche per acqua clorata (55°C, 600 ppm) o vapore ed è realizzato in un design igienico e in acciaio inossidabile. Non è necessaria un'unità di controllo elettrica aggiuntiva per misurare il flusso d'acqua o il contenuto di umidità nella granella.
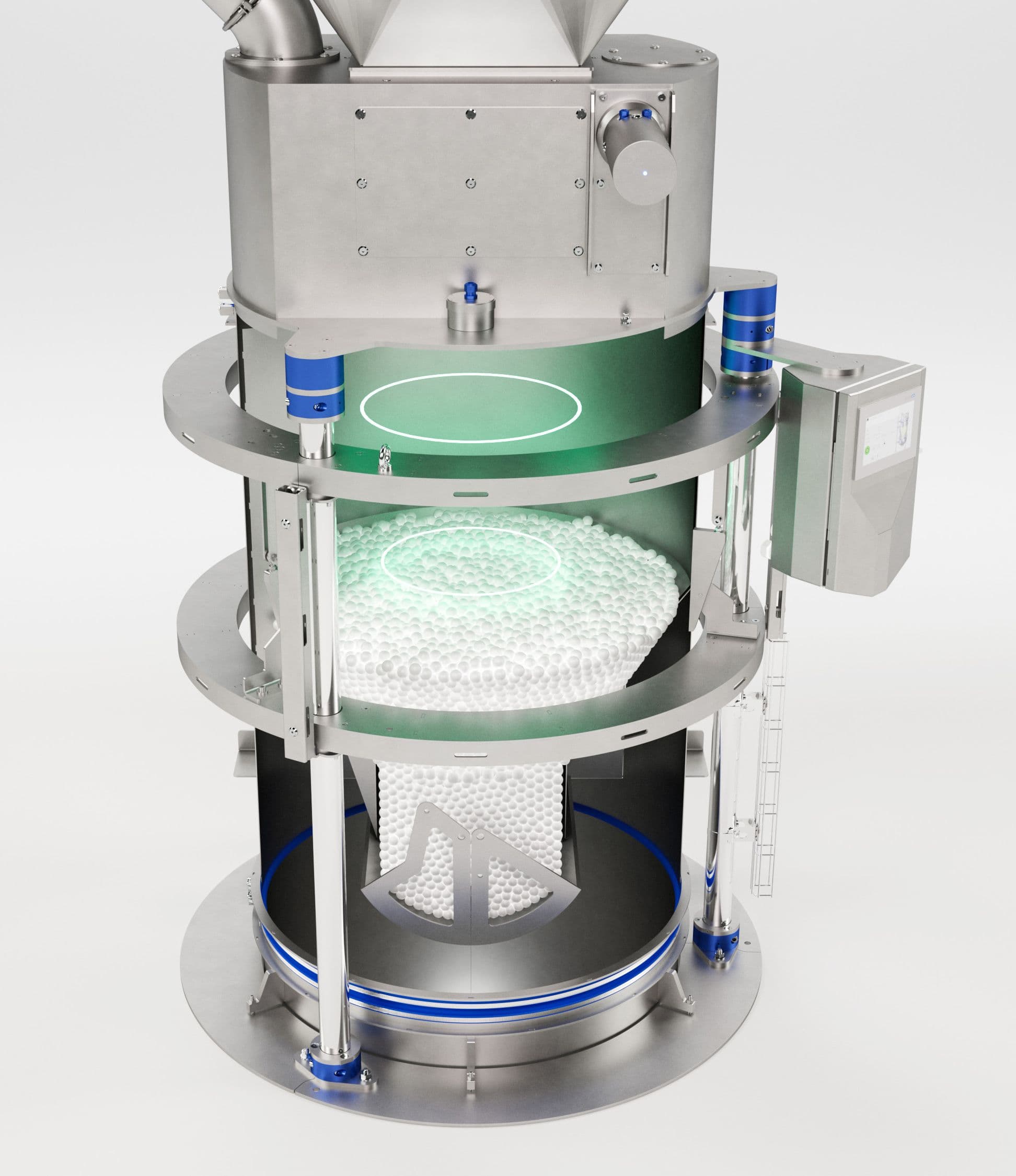
L'inumidimento dei grani durante la macinazione è un processo spesso utilizzato. È possibile aggiungere acqua fino al 7% con un'abrasione e una rottura minime del prodotto. Nei mulini, la bagnatura del grano è un punto di controllo critico. La maggior parte delle macchine umidificatrici deve essere pulita regolarmente. Non appena la macchina viene spenta, germi e batteri iniziano a crescere. Gli effetti negativi sono visibili e di solito causano un odore distinto. Se necessario, la crescita batterica prevista può essere confermata dai dati delle analisi di laboratorio, che servono come riferimento. All'interno degli smorzatori convenzionali, lo sporco abrasivo e i granuli residui devono essere rimossi manualmente per evitare o limitare la contaminazione. Se il forno a vapore non viene utilizzato per un periodo di tempo prolungato, non si può escludere il rischio di contaminazione microbiologica dei cereali successivi. Quando questo grano contaminato entra nel mulino, anche la farina prodotta presenta un numero maggiore di germi microbiologici. Gli innovativi sistemi di smorzamento riducono al minimo il rischio di contaminazione e consentono la pulizia automatica sul posto (CIP). In alcune situazioni, è necessario aggiungere una quantità d'acqua molto ridotta, con una distribuzione uniforme sulla superficie del chicco. Questa può essere una vera sfida. In questo caso, la macchina illustrata di seguito potrebbe essere la soluzione giusta. I requisiti di sicurezza alimentare sono in aumento e richiedono soluzioni di nuova generazione per l'umidificazione. Questa innovazione per l'umidificazione, efficiente dal punto di vista delle risorse, modella il flusso di cereali in una tenda utilizzando una tramoggia a impatto e delle griglie. L'acqua erogata viene nebulizzata in gocce sottili attraverso ugelli disposti radialmente su entrambi i lati. Queste gocce si scontrano con i grani in caduta e aderiscono alla superficie. Quando il processo di produzione lo consente, viene effettuato un ciclo di pulizia automatica tra un ciclo e l'altro. Per una pulizia ottimale di tutto l'interno, gli ugelli di risciacquo estensibili sono azionati dal mezzo di pulizia. Le acque di scarico del processo di pulizia e lo smaltimento dei residui raccolti sono solitamente automatizzati.
La tendenza all'ottimizzazione dei processi con sistemi intelligenti nell'industria molitoria non solo consente di risparmiare sui costi, ma supporta anche i frantoiani e migliora la loro eccellenza operativa. Le soluzioni a risparmio energetico con misurazione precisa del flusso di massa, della densità e dell'umidità, la tecnologia di aggiunta igienica dell'acqua, il processo di umidificazione efficiente dal punto di vista delle risorse e la tecnologia di pulizia in loco sono state progettate per portare il vostro sistema di condizionamento dei cereali a un livello superiore. Questo sistema di gestione dell'umidità di nuova generazione è sostenibile, richiede meno apparecchiature e controlli dell'impianto, una quantità di energia significativamente inferiore e rappresenta un importante passo avanti per soddisfare o superare i più severi standard di sicurezza alimentare.
Innovativa misura di livello alla velocità della luce
Grazie alla crescente automazione, sempre più sensori intelligenti vengono utilizzati per applicazioni innovative nel settore della fresatura. Un importante gruppo di sensori per il controllo di processo è costituito dalle sonde per il rilevamento di livelli alti e bassi in serbatoi e sili, per la protezione di back-up, il monitoraggio del flusso, la misurazione della portata e il rilevamento della posizione. Le soluzioni di sensori di livello più comunemente utilizzate sono i sensori di livello a palette rotanti, le sonde capacitive e le aste vibranti nell'industria molitoria. I sensori di livello a palette rotanti hanno dimostrato la loro validità per il rilevamento dei limiti di livello in serbatoi e sili per materiali sfusi. Una paletta rotante è messa in rotazione continua da un motore. Quando la paletta entra in contatto con il materiale, viene applicata alla paletta una forza superiore alla coppia di rotazione e la rotazione viene arrestata. L'interruttore di livello rileva l'arresto della rotazione e fornisce un segnale al sistema di controllo. Un sensore di livello a pistone rotante a prova di guasto è una soluzione ben nota per avviare o arrestare un processo critico nell'industria dei cereali. La misura di livello capacitiva è un metodo collaudato da decenni per misurare i livelli. Il materiale sfuso provoca una variazione di capacità sul sensore, che viene convertita in un segnale di commutazione. Quando i prodotti cambiano, è necessaria una nuova calibrazione e con i prodotti a bassa densità di massa non avviene alcun rilevamento. Le sonde capacitive sono sensibili anche ai depositi di polvere. Le aste vibranti sono portate alla frequenza di risonanza da elementi piezoceramici. Se il materiale sfuso copre il sensore, l'ampiezza viene smorzata e viene emesso un messaggio. Queste sonde possono essere utilizzate in diverse posizioni di installazione e sono più indipendenti dalle caratteristiche del prodotto. I progressi tecnologici nello sviluppo dei sensori stanno avanzando. La tendenza per la misurazione di livello in ambienti con elevata presenza di polvere è quella di utilizzare sensori senza contatto e in particolare la misurazione radar della distanza. Radar è l'abbreviazione di "Radio Detection and Ranging", che significa "misurazione della posizione e della distanza via radio". Questa tecnologia si basa sulle onde elettromagnetiche. Un dispositivo radar emette un'onda elettromagnetica concentrata che viene riflessa dagli oggetti sotto forma di eco e quindi valutata dal dispositivo in base a vari criteri. L'elettronica genera un impulso elettromagnetico quando l'onda colpisce la superficie del materiale e parte dell'energia viene riflessa. Questo cosiddetto segnale d'eco viene riconosciuto dall'elettronica e convertito in un'indicazione di livello mediante una misurazione del tempo di funzionamento. Il tempo di esecuzione è la differenza di tempo tra l'impulso trasmesso e il segnale di eco ricevuto. Dal momento che il La velocità di propagazione di un'onda elettromagnetica nel mezzo portante aria può essere equiparata alla velocità della luce; la distanza dalla superficie del mezzo può essere calcolata da questa semplice relazione. Il livello può essere misurato con precisione in ambienti polverosi grazie alla tecnologia radar.
La tecnologia dei sensori basati sui radar è in grado di fornire dati di portata ad alta precisione, necessari per il rilevamento preciso degli oggetti, la ricerca della distanza e le applicazioni di tracciamento della posizione. A frequenze di aggiornamento elevate, è possibile ottenere una risoluzione millimetrica. Tuttavia, quando si tratta di integrare la tecnologia radar nei progetti di prodotti intelligenti, i progettisti sono solitamente costretti a scegliere tra basso consumo energetico ed elevata precisione. I requisiti di precisione aumentano anche con una potenza limitata, poiché questa tecnologia è vantaggiosa con un budget di potenza ridotto. SWISCA ha sviluppato un'innovativa soluzione di misurazione della distanza per le applicazioni di fresatura che combina l'accuratezza dei metodi radar coerenti avanzati con i minori requisiti di potenza dei sistemi radar a impulsi.
Nei sistemi radar a impulsi si ottiene un consumo energetico inferiore quando il trasmettitore viene spento tra gli impulsi. I sistemi radar coerenti convenzionali trasmettono una sequenza continua di impulsi e utilizzano le accurate misure di fase dei segnali di ritorno. Ciò richiede un elevato consumo di energia e, di conseguenza, una maggiore dissipazione di potenza e componenti elettronici più grandi. Grazie alla sua risoluzione temporale di picosecondi, il sensore SWISCA è in grado di misurare distanze con precisione millimetrica in un intervallo compreso tra 100 mm e due metri, pur essendo utilizzato in dispositivi a basso consumo. Con i dispositivi di misura di livello radar, si pone sempre il problema del livello delle frequenze. Mentre i sensori radar senza contatto operano a frequenze elevate, fino a 130GHz, la tecnologia a microonde guidate utilizza una frequenza relativamente bassa di 1GHz. In generale affermano che le basse frequenze sono significativamente meno suscettibili alle interferenze legate al processo, come l'accumulo e la polvere. Nello sviluppo del sensore radar di SWISCA, gli sviluppatori del prodotto si sono concentrati sulla robustezza e sull'affidabilità in ambienti polverosi e hanno utilizzato una gamma di frequenze di 60Hz.
La tendenza all'ottimizzazione dei processi con sensori intelligenti nell'industria molitoria non solo consente nuove applicazioni, ma supporta anche i frantoiani e ne migliora l'eccellenza operativa. Gli impulsi elettromagnetici generati elettronicamente con un'accurata misurazione di fase dei segnali di ritorno da un sensore appositamente sviluppato per la misura di livello nell'industria della fresatura portano il vostro controllo di processo a un nuovo livello. Questo sensore radar di nuova generazione è affidabile, robusto e insensibile alla polvere, non richiede ricalibrazione, raggiunge una maggiore precisione e rappresenta un grande passo avanti per soddisfare gli esigenti requisiti di misura di livello dell'industria molitoria.